УДК 621.774
Пластический изгиб и кручение трубы
Plastic bending and pipe torsion
|
Авторы Вайцехович С.М., Муртазин Д.А. |
Authors Vaytsekhovich S.M., Murtazin D.A. |
|
Аннотация Рассматриваются схемы изгиба трубы с приложением крутящего момента, принятого неизменным в зоне деформирования. Предложена инженерная методика расчета параметров процесса в конечных приращениях деформаций |
Abstract The pipe bending schemes with the application of a torque assumed constant in the deformation zone are considered. The engineering method for calculating process parameters in finite deformation increments is proposed |
|
Ключевые слова изгиб наматыванием на копир, изгиб проталкиванием через ролики; кручение; поворот нейтральной линии; относительное удлинение |
Keywords bending by winding on the copier, bending by pushing through the rollers; torsion; rotate the neutral line; percentage elongation |
Введение
Совершенствование существующих технологий производства трубопроводов является важной задачей в ракетно-космической промышленности(РКП). Большая номенклатура трубопроводов и широкий диапазон требований к их качеству являются определяющими для систематизации технологических процессов, использования систем автоматизированного проектирования трубопроводов сложной конфигурации.
При изготовлении летательных аппаратов к трубопроводам предъявляются жёсткие требования по допускам и на появление признаков брака. Для снижения массы трубопроводов космических аппаратов и повышения ресурса работы необходимо уменьшение радиусов изгиба и овализации поперечного сечения трубы. Соответственно появляется необходимость в разработке новых технологий гибки труб, одной из которых является гибка труб со скручиванием. При данной схеме гибки в зоне деформирования накладываются дополнительные кольцевые напряжения, отвечающие за утонение и овализацию стенки трубы в месте изгиба.
Скручивание в технологических процессах монотонной гибки труб
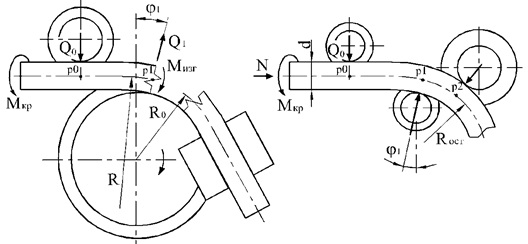
Производство изделий в виде змеевика или кольца с одним сварным стыком включает спиральную гибку труб. Ее можно заменить обычным, плоским изгибом с одновременным кручением, при этом изгибающий момент существенно уменьшится. Дозированное кручение осуществимо при наматывании трубы на копир [1] или проталкивании через ролики [2]; в первом случае основную работу выполняет момент на валу копира, во втором – толкающая сила (рис. 1).
В зоне активного деформирования (гибки) р0-р1 радиус оси R изменяется от ∞ до заданного значения R0, крутящий момент и перерезывающая сила остаются неизменными ввиду малых значений угла φ1 [3]. Согласно схеме (рис. 1а) материальные сечения заготовки после прохождения точки р1 прилегают к желобу копира, имеющему при гибке на 360º винтовую форму.
Гибка в роликах, согласно правой схеме (рис. 1 б), происходит одновременно с упругой разгрузкой. На участке р1-р2 момент внутренних сил в плоскости гибки уменьшается до нуля, а кривизна оси приобретает остаточное значение 1/Rост. За пределами контакта с выходным роликом изогнутый участок имеет спиральную форму вследствие разгрузки от крутящего момента.
а) б)
Рис. 1. Схемы гибки труб с кручением:
а) гибка по круглому копиру; б) гибка проталкиванием в роликах
Обозначения: р0-р1 – зона активного деформирования (гибки); р1-р2 – зона пассивного деформирования (разгрузки); Q0 – поперечная внешняя сила; Q1 – поперечная внутренняя сила; R – переменный радиус оси трубы на участке р0-р1, 0 ≤ R ≤ R0; N – внешняя толкающая сила; φ1 – угол наклона нормали к оси трубы в точке р1; d – наружный диаметр трубы
Перерезывающая сила скачкообразно изменяется в точке р1, нарушая монотонный характер сдвигов сечений. Из равенства работ внешних и внутренних сил следует: N = Mизг/Rост; реакции роликов находят из условий статического равновесия деформируемого участка заготовки [3].
Предлагаемый анализ зоны р0-р1 представляет инженерное решение задачи пластической обработки в конечных приращениях деформаций. Вводим координату z для отсчета плеча силы Q0, а также полярные (ρ, α) и декартовы метрики в поперечных сечениях трубы, тогда:
|
|
|
(1) |


где: r – средняя координата ρ по толщине t стенки; κj и Δκj – кривизна гибки и ее приращение, заданные в j-х точках оси трубы с неизвестными координатами zj; uкр,j – повороты поперечных сечений, проходящих через те же точки в направлении кручения:
|
|
Δuкр,j = uкр,j – uкр,j-1 |
|
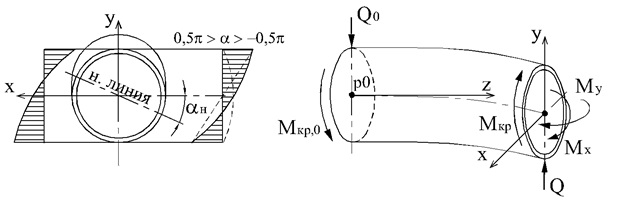
Момент осевых напряжений σz представлен двумя компонентами Мх и Му (рис. 2).
Эпюры для областей с положительными и отрицательными косинусами α учитывают направление перемещения uкр против часовой стрелки. Пунктирные линии отражают роль наклона и поворота поперечных сечений.
Нейтральная линия, разделяющая области положительных и отрицательных значений εz наклонена к базе отсчета угла α. Окружную деформацию εа принимаем равной -0,5εz радиальное напряжение σρ = 0. Деформация кручения прямого участка трубы γпр близка к предельному упругому значению γ02.
При z = 0 наступает пластическое состояние в связи с появлением сдвига γух,0 силой Q0, одновременно резко возрастает деформация кручения γкр,0, определяемая из уравнения:
|
|
|
|
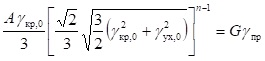
Здесь А и n – константы степенной функции напряжения текучести  ; G – модуль сдвига. Значение γух,0 известно и служит для косвенного задания zp1, т.е. длины участка р0-р1.
; G – модуль сдвига. Значение γух,0 известно и служит для косвенного задания zp1, т.е. длины участка р0-р1.
а) б)
Рис. 2. Расчетная схема и приближенные эпюры деформаций εz:
а) приближенные эпюры деформаций при гибке труб со скручиванием; б) расчетная схема гибки труб со скручиванием
Обозначения: α – угловая полярная координата (отсчитывается от оси х); αн – угол наклона нейтральной линии; Q0 – поперечная внешняя сила; Мх – внутренний изгибающий момент относительно оси х; Му – внутренний изгибающий момент относительно оси у
Касательные напряжения τух и τкр равномерно распределены по сечению трубы по границе зоны гибки при z = 0, что отражают расчетные формулы:
|
|
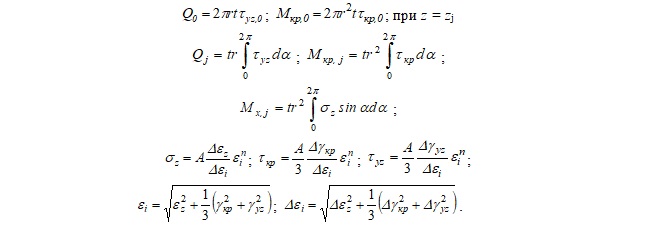 |
|
В сечениях трубы, проходящих через j-е точки оси:
 |
(2) |
Момент Му (рис. 2) уравновешивается реакцией гибочного инструмента и не учитывается в решении. Условиям (2) удовлетворяют значения γкр,j, γуz,j, zj, которые определяются методом последовательных приближений при заданных κj и Δκj. Перемещения кручения подсчитывали приближенно:
|
|
|
(3) |

Приведенные ниже результаты расчетов получены в вычислительной среде MathCAD с исходными данными: материал трубы сталь 20, показатели механических свойств: А = 748 МПа, n = 0,15, G = 77000 МПа, γ02 = 0,0026, диаметр трубы d = 33 мм, толщина стенки t = 3 мм, длина зоны гибки zр1 = 2… 3d, кручение прямого участка заготовки γпр выражали через предельную упругую деформацию сдвига γ02. Рис. 3 характеризует относительные перемещения кручения uкр/r и приблизительно равные им углы наклона нейтральной линии деформаций εz.
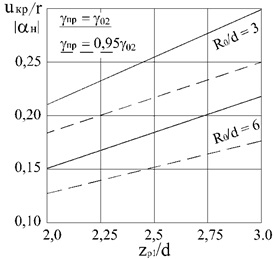
Рис. 3. Выходные данные расчета в зависимости от деформации кручения γпр прямого участка заготовки, радиуса и длины зоны гибки:
|αн| – абсолютная величина угла наклона нейтральной линии; γ02 – начальное значение пластической деформации сдвига; zр1/d – относительная длина зоны гибки; R0/d – относительный радиус гибки
Принятое направление кручения против часовой стрелки совпадает с направлением отсчета полярной координаты α в сечениях трубы на рис. 2, поэтому значения αн отрицательны. Их находили из равенства деформации εz=0 при z = zр1. Деформация γпр порядка 10-3 возрастает в несколько раз при z = 0 в результате перехода материала в пластическое состояние. На выходе из зоны гибки ее значения близки к r/R0 и практически неизменны в рассматриваемом диапазоне zр1 = 2… 3d. Рассчитанное уменьшение работы изгиба, вызванное кручением, составило 20…22%.
Рис.4 иллюстрирует расчет гибки трубы с кручением по заданным в четырех сечениях относительным значениям кривизны изогнутой оси κjR0.
На границах зоны гибки κ0R0 = 0 и κр1R0 =1, промежуточные значения κjR0 (0,1; 0,25; 0,55) выбраны произвольно. Соответствующие им координаты поперечных сечений и параметры деформированного состояния определяются при соблюдении разрешающих условий (2). Выходные данные расчета представляем в виде табличных функций относительной координаты zj/zр1. Две из них: κjR0 и γкр,j/γкр,р1 при γпр = γ02, zр1 = 2d и R0/d = 6 представлены на рис. 4.
Влияние крутящего момента на утонение стенки трубы при холодной деформации невелико, но вызывает смещение нейтральной линии относительно центра сечений трубы, аналогично [4, 5].
Результаты экспериментальных работ по холодной монотонной гибке труб со скручиванием показывают повышение качества трубных изделий (отсутствие гофрообразования) и возможность регулировки утонения толщины стенки трубы на 4% при уменьшении энергосиловых параметров трубогибочного станка на 20-22%. Разработана новая конструкция гибочного ролика (увеличена высота боковых стенок) и технология (скручивание зоны изгиба) [6, 7], позволяющая устранить микрогофры, образующиеся в начале контакта гибочного ролика со стенкой трубы.
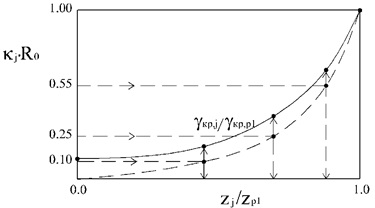
Рис. 4. Изменение кривизны оси трубы и деформации кручения в зоне гибки:
κjR0 – обобщенное обозначение дискретных значений кривизны изогнутой оси; zp1 – координата z точки р1; zj – координаты точек; ------ – график кривизны оси; —— – график деформации кручения в зоне гибки, отнесенной к деформации кручения при z = р1
Выводы
Рассмотрены схемы изгиба трубы с приложением крутящего момента Мкр, принятого неизменным в зоне деформирования, реализующегося силовыми и кинематическими средствами.
Силовые элементы конструкции обеспечивают заданное значение Мкр, кинематические – поддерживают заданный угол поворота трубной заготовки uкр,р1/r при её поступательном перемещении в зону гибки, равном zр1. При этом прямой участок трубы под действием холодной деформации скручивания должен сохранять продольную устойчивость и не овализироваться.
Предложена инженерная методика расчета параметров процесса в конечных приращениях деформаций.
Библиографический список
- Гальперин, А.И. Машины и оборудование для изготовления криволинейных участков трубопроводов / А.И. Гальперин. – М.: НЕДРА, 1983. – 203 c.
- Вайцехович С.М., Рубцов И.С., Кривенко Г.Г. Разработка технологии гибки трубопроводов скручивание зоны изгиба // Заготовительные производства в машиностроении. – Изд-во: Машиностроение. – 2017. – Том 15. – №3. – С. 111–114. – ISSN: 1684-1107.
- Вдовин С.И. Теория и расчеты гибки труб / С.И. Вдовин // М.: Машиностроение, 2009. – 95 с.
- Лукьянов В.П. Параметры холодной гибки листовых заготовок, прутков и труб / В.П. Лукьянов, И.И. Маткава, В.А. Бойко, Д.В. Доценко. – М.: Машиностроение, 2005. – 151 с.
- Franz, W.D. Maschinelles Rohrbiegen. Verfahren und Maschinen / W.D. Franz. – Düsseldorf: VDI-Verlag, 1988. – 237 p.
- Патент на изобретение № 2 614 975 РФ, МПК6 B21D 9/1, B21D 9/16. Способ гибки и станок для осуществления способа / Вайцехович С.М., Овечкин Л.М., Прусаков М.А. и др. (Россия); заявитель и патентообладатель ФГУП «НПО «Техномаш». № 2015 154 062; от 17.12.2015; опубл. 31.03.2017. Бюл. № 10.
- Вайцехович С.М., Кривенко Г.Г. Новое направление в технологии гибки трубопроводов // Научно-технический бюллетень Вестник «НПО «Техномаш». – 2016. – №1. – С. 11–12.
Вайцехович Сергей Михайлович – канд. техн. наук, старший научный сотрудник, главный научный сотрудник ФГУП «НПО «Техномаш» имени С.А. Афанасьева. Тел.: 8 (495) 689-95-87, доб. 95-87. E-mail: ask-mlad@mail.ru / Vaytsekhovich Sergei Mikhailovich – Ph.D. in Engineering Sciences, Senior Research Officer, Principal Research Officer of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8 (495) 689-95-87, ext. 95-87. E-mail: ask-mlad@mail.ru
Муртазин Джамиль Азадович – канд. техн. наук, руководитель направления ФГУП «НПО «Техномаш» имени С.А. Афанасьева. Тел.: 8 (495) 689-97-31, доб. 97-31. E-mail: aspirant@tmnpo.ru / Murtazin Jamil Azadovich – Ph.D. in Engineering Sciences, Area Head of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8 (495) 689-97-31, ext. 97-31. E-mail: aspirant@tmnpo.ru