УДК 629.7:004
Информационные электронные паспорта на технологии и специальное оборудование, разработанные ФГУП «НПО «Техномаш» в 2020 году
Electronic Informational Data Sheets on Technologies and Special Equipment Developed by FSUE «NPO «Technomac» in 2020
|
Авторы Белавин А.И., Должанский Ю.М., Илингина А.В., Кочергин С.А., Машко Р.В., Моключенко И.С. |
Authors Belavin A.I., Dolzhanskiy Y. M., Ilingina A.V., Kochergin S.A., Mashko R.V., Moklyuchenko I.S. |
|
Аннотация Приведен перечень технологий и производственного оборудования ракетно-космической промышленности, разработанных ФГУП «НПО «Техномаш в 2020 году, и основные фрагменты информационных паспортов |
Abstract The list of technologies and production equipment for the aerospace industry developed by FSUE «NPO «Technomac» in 2020 and the main fragments of data sheets are given |
|
Ключевые слова информационный паспорт, технологии машиностроения, производственное оборудование, аддитивные технологии, технологии сварки, электронно-лучевая сварка, физико-химические технологии |
Keywords information data sheet, machine building technologies, production hardware, additive technologies, welding technologies, electron beam welding, physicochemical technologies |
В порядке оперативного информирования предприятий отрасли о вновь разработанных ФГУП «НПО «Техномаш» отраслевых технологиях и специальном технологическом оборудовании приводится перечень разработок, паспортизованных в 2020 году, и значимые фрагменты паспортов[1].
Таблица 1. Технологии и оборудование, паспортизованные в 2020 г.
|
Название технологии (оборудования) |
№№ паспорта |
||
|
Технологии намотки ПКМ |
|||
|
П251/20 |
||
|
Технологии сварки |
|||
|
П254/20 |
||
|
П256/20 |
||
|
П258/20 |
||
|
Физико-химические технологии |
|||
|
П257/20 |
||
|
Аддитивные технологии (прямое лазерное выращивание) |
|||
|
П255/20 |
||
|
П259/20 |
||
|
|
Государственная корпорация по космической деятельности «РОСКОСМОС» Федеральное государственное унитарное предприятие «Научно-производственное объединение «Техномаш» |
|


Центр научно-технического сопровождения создания изделий РКТ
|
ИНФОРМАЦИОННЫЙ ПАСПОРТ 254/20 |
|
Установка для электронно-лучевой сварки в локальном вакууме заготовок шпангоутов и продольных швов обечаек РН |
Разработчик: ФГУП «НПО «Техномаш», 3-й проезд Марьиной Рощи, д. 40, Москва, 127018, Россия
Соисполнитель: ЗАО ПК «СтанкоПресс», Монтажная ул., д. 9, стр. 1, пом. IV, ком. 48, г. Москва, 107497, Россия (изготовление опытного образца установки ЭЛС)
Поставщик оборудования: ФГУП «НПО «Техномаш»
Уровень готовности технологии (по ГОСТ Р 57194.1-2016) – УГТ9
Общие сведения:
Установка (рис. 1) предназначена для электронно-лучевой сварки в локальном вакууме продольных швов крупногабаритных цилиндрических обечаек диаметром до 3500 мм заготовок кольцевых шпангоутов толщиной до 140,0 мм

Рис. 1. Установка в сборочном цехе завода-изготовителя
Основными конструктивно-функциональными элементами установки являются:
- камера вакуумная (ТМКБ.3.24.356.10.00.000);
- стол поворотный (ТМКБ.3.24.356.30.00.000);
- манипулятор электронно-лучевой пушки (ТМКБ.3.24.356.31.00.000);
- площадка обслуживания (ТМКБ.3.24.356.70.00.000);
- вакуумная система (ТМКБ.3.24.356.81.00.000);
- пневмооборудование (ТМКБ.3.24.356.82.00.000);
- система автономного охлаждения (ТМКБ.3.24.356.83.00.000);
- электрооборудование (ТМКБ.3.24.356.90.00.000);
- комплект электронно-лучевой аппаратуры;
- система управления.
Сведения об аналогах:
- в России: нет
- за рубежом: сведений нет
Таблица 2. Основные технические характеристики установки
|
Характеристики |
Значения |
|
|
Габариты свариваемых деталей, мм: заготовок шпангоутов: толщина обечаек: диаметр длина толщина |
до 140
до 3500 до 2300 до 26 |
|
|
Основные характеристики электронно-лучевой аппаратуры (ЭЛА) технические характеристики ЭЛА: ускоряющее напряжение, кВ мощность луча, кВт ток луча, мА ход ЭЛП: в вертикальной плоскости (ось Z), мм в горизонтальной плоскости (ось Х), мм количество электронно-лучевых пушек на установке |
30 15 от 1 до 500
2400 ±20 2 |
|
|
Основные характеристики вакуумной камеры: объем, м3 остаточное давление в камере, мм рт. ст. время откачки камеры, мин |
52 1×10-4 - 5×10-5 8 |
|
|
Скорость сварки, м/ч |
от 5 до 60 |
|
|
Линейная скорость вращения планшайбы (при диаметре изделия 3000 мм), м/ч Биение планшайбы стола, мм, не более торцевое радиальное |
от 5 до 60
0,5 0,5 |
|
|
Габаритные размеры установки, мм длина ширина высота |
15500 7350 7100 |
|
|
Грузоподъемность стола поворотного, кг |
5000 |
|
|
ИНФОРМАЦИОННЫЙ ПАСПОРТ 256/20 |
| Установка для электронно-лучевой сварки в общем вакууме крупногабаритных корпусных конструкций изделий РКТ |
Разработчик: ФГУП «НПО «Техномаш», 3-й проезд Марьиной Рощи, д. 40, Москва 127018, Россия.
Соисполнитель: ОАО «НИТИ «Прогресс», Пушкинская ул., д. 268, г. Ижевск, 426008, Удмуртская Республика, Россия (поставка электронно-лучевой технологической аппаратуры ЭЛА-40И, участие в отработке технологии сварки и приёмочных испытаниях опытного образца установки).
Поставщик оборудования (и технологии): ФГУП «НПО «Техномаш».
Уровень готовности по ГОСТ Р 571943.1-2016 – УГТ-9
Общие сведения:
Установка (рис. 2) предназначена для сварки в общем вакууме продольных и кольцевых швов обечаек, круговых швов врезных фланцев в цилиндрические, конические и сферические оболочки днищ сборочных единиц корпусных элементов изделий ракетно-космической техники (РКТ) диаметром до 4000 и длиной до 4000 мм[2].

Рис. 2. Общий вид опытно-промышленного образца установки
Состав и компоновка основных узлов установки приведены на рис. 3
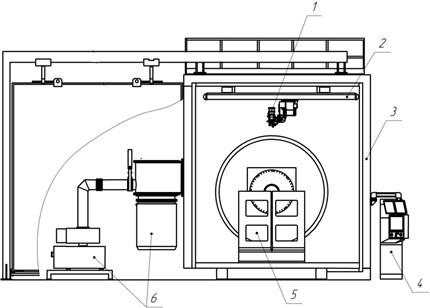
Рис. 3. Компоновка основных устройств опытного образца установки:
1 – модуль ЭЛП; 2 – модуль перемещения ЭЛП; 3 – вакуумная камера; 4 – пульт управления; 5 – манипулятор; 6 – вакуумная система
Модуль ЭЛП включает собственно электронно-лучевую пушку (ЭЛП-Н5, рис. 4) и комплект аппаратуры:
- блок накала и смещения;
- источник питания TECHNIX Model SR-60-N-40EBWS;
- усилитель входной;
- турбомолекулярный насос TURBOVAC 50 DN 63;
- шкаф управления энергоблоком;
- усилитель входной;
- комплект кабелей;
- комплект шлангов;
- комплект запасных частей и принадлежностей (ЗИП), обеспечивающий:
- управление основными параметрами сварки в ручном режиме;
- видеонаблюдение по датчику вторичных электронов (ДВЭ);
- оповещение оператора о некоторых неисправностях;
- предотвращение неверных действий оператора;
- протоколирование действий оператора.
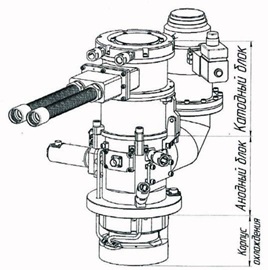
Рис. 4. Общий вид ЭЛП-Н5
Модуль перемещения ЭЛП предназначен для перемещения и позиционирования ЭЛП. Состоит из модулей продольного и поперечного перемещения ЭЛП и манипулятора, выполняющих следующие перемещения:
- продольное (X);
- поперечное (Y);
- вертикальное (логическая координата Z), включая:
- поворот первого звена манипулятора (А);
- поворот второго звена манипулятора (В);
- наклон ЭЛП в плоскости YZ (C);
- наклон ЭЛП в плоскости XZ (D).
Вакуумная камера установки представляет собой сварную конструкцию, выполненную из двух частей, герметично скрепленных фланцевым болтовым соединением, и оснащенную автономными системами:
- форвакуумной откачки;
- высоковакуумной откачки;
- высоковакуумной откачки ЭЛП.
Дверь камеры перемещается в положения «открыто/закрыто» приводом с помощью дистанционно управляемого модуля перемещения, обеспечивающего герметичное запирание камеры с дистанционным управлением; прижим двери к вакуумной камере осуществляется четырьмя пневматическими цилиндрами и контролируется датчиками соответствующих пневмоцилиндров.
Для подачи электропитания на приводы, устройства наблюдения и освещения камеры, подключения элементов системы управления, датчиков положения и других, расположенных внутри камеры электрических устройств, предусмотрены герметичные вводы с защитой от пыли, рентгеновского излучения и бомбардировки вторичными электронами.
Механическая система установки включает:
- стол глобусный;
- модуль транспортный, осуществляющий перемещения глобусного стола и заднего центра с установленными на них свариваемыми изделиями из вакуумной камеры на загрузочную платформу и обратно;
- центр задний устанавливается на транспортном модуле и предназначен для поддержки заготовок большого веса и длины, закрепленных на планшайбе глобусного стола в горизонтальном положении;
- модуль перемещения двери вакуумной камеры.
Стол глобусный устанавливается и фиксируется на транспортном модуле установки в двух рабочих положениях планшайбы (горизонтальном, вертикальном) и предназначен для вращения (U) и наклона (V) свариваемого изделия с заданной программой скоростью.
Сведения об аналогах:
- в России: аналогов нет
- за рубежом: сведений нет
Таблица 3. Основные технические характеристики установки
|
Характеристики |
Значения |
|---|---|
|
Механическая часть |
|
|
Общее количество управляемых от системы ЧПУ координат:
|
3 6 4 (H, W) |
|
Наклон ЭЛП в плоскости XZ (D), угл. град. |
0–90 |
|
Наклон ЭЛП в плоскости YZ (C), угл. град. |
0–110 |
|
Скорость перемещения ЭЛП по координатам X, У, Z; мм/с |
1–40 |
|
Грузоподъёмность (консольно), Нм |
50 000 |
|
Вакуумная система |
|
|
Объём вакуумной камеры, м3 |
135 |
|
Рабочее давление, Па (мм рт.ст.), не более:
|
1,3х10-2 (1х10-4) 6,6х10-3 (5х10-5) |
|
Время достижения рабочего давления в камере и в ЭЛП (при подготовленных к работе высоковакуумных агрегатах), мин, не более |
50 |
|
Система охлаждения |
автономная, замкнутая |
|
Бак резервуара промышленного охладителя GC-A-110 «EUROCHILLER», л |
400 |
|
Электронно-лучевая сварочная аппаратура (ЭЛА-40И) |
|
|
Ускоряющее напряжение, кВ |
30/60 |
|
Мощность ЭЛП, кВт |
40 |
|
Диапазон регулировки тока сварки, мА |
0 – 650 |
|
Расстояние от среза электронной пушки до изделия, мм |
100 – 300 |
|
Системы визуализации свариваемого стыка |
визуальная; электронная; телевизионная |
|
Точность определения свариваемого стыка |
± 0,1 |
|
Регистрируемые параметры сварки (с протокольной распечаткой в паспорте сварки и электронным архивированием) |
ускоряющее напряжение; ток луча; ток фокусировки; скорость сварки; рабочее давление в вакуумной камере; рабочее давление в ЭЛП |
|
Габаритные размеры установки |
|
|
Диаметр, мм, не более |
4000 |
|
Длина, мм, не более |
4000 |
|
Толщина стенки, мм, не более |
100 |
|
ИНФОРМАЦИОННЫЙ ПАСПОРТ 258/20 |
|
Установка для электронно-лучевой сварки в локальном вакууме кольцевых швов обечаек диаметром до 3500 мм (проект) |
Разработчик: ФГУП «НПО «Техномаш», 3-й проезд Марьиной Рощи, д. 40, Москва 127018, Россия
Соисполнители: АО «Станкотех», Окский проспект, д. 70, Коломна Московской области, 140042, Россия (проектирование и изготовление опытного образца установки); ОАО «НИТИ «Прогресс» (разработка электронно-лучевой технологической аппаратуры).
Поставщик оборудования: ФГУП «НПО «Техномаш».
Уровень готовности технологии (по ГОСТ Р 57194.1-2016) – УГТ6
Общие сведения:
Установка (рис.5) разработана для сварки в локальном вакууме крупногабаритных обечаечных элементов конструкций изделий РКТ и смонтирована на базе универсального станка КЖ9905.
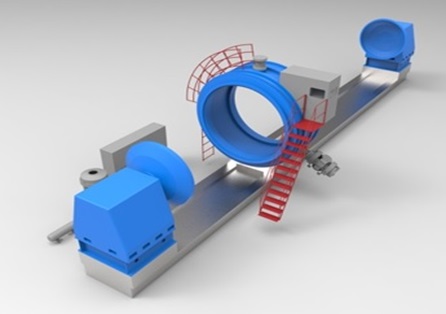
Рис. 5. 3D-компоновка опытного образца установки
Основные конструктивные узлы и функциональные системы установки:
- камера вакуумная;
- аппаратура электронно-лучевой пушки (ЭЛП);
- привод вращения изделия;
- площадка обслуживания;
- вакуумная система;
- пневмосистема;
- система автономного водяного охлаждения;
- система электрооборудования.
Оборудование разработано в развитие созданного ранее ФГУП «НПО «Техномаш» (информационный паспорт П80/11) унифицированного модуля для ЭЛС в локальном вакууме кольцевых швов корпусных конструкций из алюминиевых сплавов диаметром 2500 мм (рис. 6).
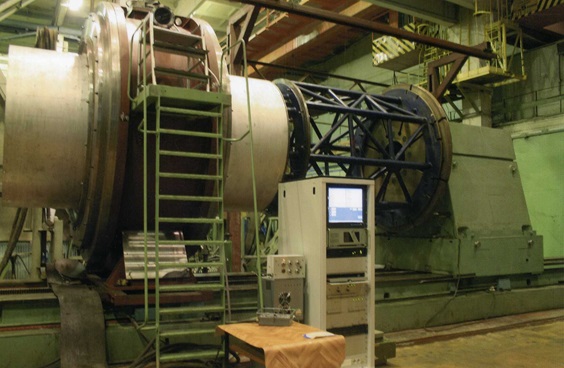
Рис. 6. Общий вид модуля для ЭЛС в локальном вакууме обечаек диаметром 2500 мм в цехе завода-изготовителя изделий
Сведения об аналогах:
- в России: аналогов нет
- за рубежом: сведений нет
Таблица 4. Основные технические характеристики установки
|
Характеристики |
Значения |
|---|---|
|
Габариты сборочных единиц, мм, не более:
|
3500 4000 До 15 |
|
Характеристика электронно-лучевой аппаратуры (ЭЛА):
|
30 1–500 1 |
|
Характеристики вакуумной камеры:
|
3760 1430 1×10-4–5×10-5 30 0,0133 |
|
Скорость сварки, м/ч |
5-60 |
|
Параметры электропитания установки, В×А |
380×50 |
|
Габариты установки, мм |
22150×5950×6310 |
|
ИНФОРМАЦИОННЫЙ ПАСПОРТ 255/20 |
|
Технология изготовления деталей и сборочных единиц РКТ из отечественных металлических порошков методом аддитивных технологий |
Разработчик: ФГУП «НПО «Техномаш», 3-й проезд Марьиной Рощи, д. 40, а/я 131, Москва 127018, Россия.
Соисполнители: «ВМЗ» – филиал АО «ГКНП» им. М.В. Хруничева», ул. Ворошилова, д. 22, Воронеж, 394006, Россия (разработка чертежей опытных деталей для отработки технологии прямого лазерного выращивания); АО «КБХА», ул. Ворошилова, д.20, Воронеж, 394006, Россия (участие в предварительных испытаниях опытного образца специального технологического оборудования для прямого лазерного выращивания; испытания опытных деталей); АО «Ай-Джи-Эй Технологии», проезд Завода Серп и Молот, д. 10, Москва, 111250, Россия (разработка ПМО технологии лазерного выращивания типовых деталей ЖРД РКТ, участие в отладке и проведении предварительных испытаний опытного образца специального технологического оборудования для прямого лазерного выращивания деталей РКТ).
Поставщик оборудования: ФГУП «НПО «Техномаш».
Уровень готовности технологии (по ГОСТ Р 57194.1-2016) – УГТ7
Общие сведения:
Оборудование и технология разработаны в обеспечение эксплуатационных характеристик деталей и узлов перспективных изделий РКТ, изготавливаемых методом прямого лазерного выращивания с последующей механической обработкой, а также уменьшения трудоемкости и стоимости их изготовления.
Типовые ДСЕ ЖРД, которые могут изготавливаться по разработанной технологической документации из сплавов 07Х16Н6, ХН55МБЮ-ВД (ЭП 66-ВД) и др., приведены на рис. 6.
|
|
|
|
|
|
а) |
б) |
в) |
г) |
|
|
|
|
|
|
д) |
е) |
ж) |
з) |








Рис. 6. Типовые детали ЖРД:
а) корпуса с насадками; б) рубашки сопла; в) вставки; г) патрубки выхлопные; д) рубашки камер; е) рубашки сопел; ж) патрубки; з) форсунки
Принципиальная схема разработанной технологии показана на рис. 7, а облик и функциональный состав оборудования на рис. 8 и 9.
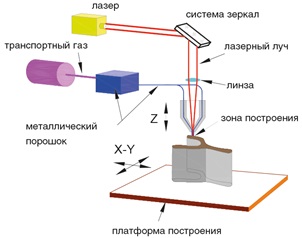
Рис.7. Принципиальная схема процесса прямого лазерного выращивания
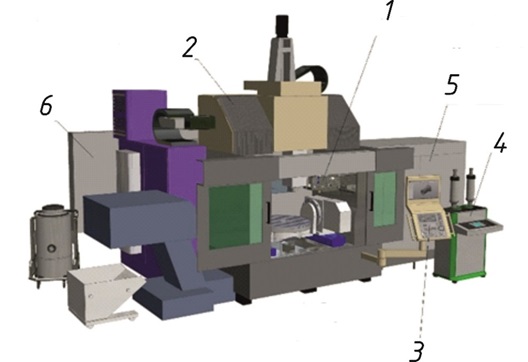
Рис. 8. 3D-облик опытного образца оборудования:
1 – модуль лазерный; 2 – пятикоординатный обрабатывающий центр; 3 – модуль системы управления; 4 – порошковый питатель-дозатор; 5 – устройство крепления и перемещения рабочей головки; 6 – блок системы подачи газов
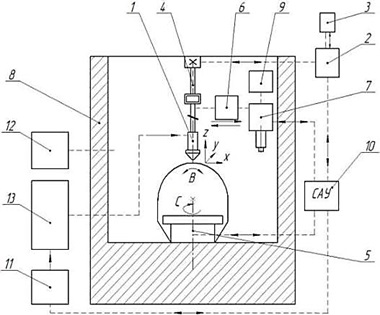
Рис. 9. Функциональный состав и компоновка оборудования:
1 – наплавочная головка с коллиматором и системой видеонаблюдения; 2 – иттербиевый волоконный лазер; 3 – система охлаждения лазера; 4 – кинематический модуль перемещений по осям X,Y и Z; 5 – модуль вращений В и C; 6 – модуль смены инструмента; 7 – инструментальный магазин с набором инструментов; 8 – защитная технологическая кабина; 9 – система подачи СОЖ; 10 – модуль системы управления; 11 – система подачи газов; 12 – система вытяжной вентиляции; 13 – порошковый питатель-дозатор
Сведения об аналогах:
- в России: экспериментальный стенд СПб ГПУ (ИЛИСТ) на базе ЛС-5;
- за рубежом: LASERTEC 65 3D, фирма DMG MORI, Япония.
Таблица 5. Основные сравнительные технические характеристики
|
Характеристики |
Разработанное оборудование |
Аналоги |
|
|
стенд ИЛИСТ СПбГПУ |
LASERTEC 65 3D |
||
|
Габариты выращиваемых деталей, мм:
|
600 400 |
100 50 |
500 400 |
|
Минимальная толщина стенки, мм (после механической обработки) |
0,9 ± 0,1 |
1 (механическая обработка отсутствует) |
(нет данных) |
|
Используемые порошки (металлы) |
нержавеющие стали, жаропрочные никелевые сплавы |
||
|
Фракционный состав рабочих порошков, мкм |
50-150 |
(нет данных) |
(нет данных) |
|
Мощность лазерного излучения, Вт |
5000 |
5000 |
2000 |
|
Габаритные размеры установки, мм |
6450×7000 ×3830 |
(нет данных) |
(нет данных) |
|
Площадь размещения оборудования, м2 (не более) |
45 |
(нет данных) |
(нет данных) |
С дополнительной информацией о разработке можно ознакомиться в [9].
Библиографический список
- Бараев А.В., Должанский Ю.М. и др. Информационные паспорта на технологии и специальное технологическое оборудование машиностроительного производства РКП // Вестник «НПО «Техномаш». – 2016. – № 2. – С. 59–64.
- Бараев А.В., Должанский Ю.М. Электронная паспортизация специального оборудования и производственных технологий, разработанных ФГУП «НПО «Техномаш» в 2010–2015 гг. // Вестник «НПО «Техномаш». – 2017. – № 3. – С. 72–75.
- Бараев А.В., Должанский Ю.М. и др. Информационные электронные паспорта на технологии и оборудование, разработанные ФГУП «НПО «Техномаш» в 2016 году. // Вестник «НПО «Техномаш». – 2017. – № 3. – С. 66–71.
- Бараев А.В., Должанский Ю.М. и др. Электронная паспортизация технологий и специального оборудования РКП // Технология машиностроения. – 2018. – № 5. – С. 56–60.
- Бараев А.В., Должанский Ю.М. Информационные электронные паспорта на технологии и специальное оборудование, разработанные ФГУП «НПО «Техномаш» в 2017 году // Вестник «НПО «Техномаш». – 2018. – № 6. – С. 76–80.
- Бараев А.В., Должанский Ю.М. и др. Технологии и специальное оборудование, разработанные ФГУП «НПО «Техномаш» в 2018 году // Сварочное производство. – 2019. – № 6. – С. 52–56.
- Бараев А.В., Должанский Ю.М. и др. Информационные электронные паспорта на технологии и специальное оборудование, разработанные ФГУП «НПО «Техномаш» в 2018 году // Технология машиностроения. – 2019. – № 6. – С. 61–68.
- Бараев А.В., Должанский Ю.М. и др. Информационные электронные паспорта на технологии и специальное оборудование, разработанные ФГУП «НПО «Техномаш» в 2019 году // Вестник «НПО «Техномаш». – 2020. – № 1. – С. 75–85.
- Бараев А.В., Кулик В.И., Кочергин С.А., Маркин К.Н., Белавин А.И., Бещеков В.Г., Зубачев А.Н., Бочаров Ю.А., Цветков В.С., Хрушкова Е.М. Разработка опытного образца специального технологического оборудования для аддитивного производства методом прямого лазерного выращивания деталей РКТ // Вестник «НПО «Техномаш». – 2017. – №2. – С.26–28.
Белавин Алексей Игоревич – начальник отдела ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел.: 8 (495) 689-95-45, доб. 95-01. E-mail: A.Belavin@tm.fsa / Belavin Alexey Igorevich – Department Head of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8 (495) 689-95-45, ext. 95-01. E-mail: A.Belavin@tm.fsa
Илингина Алла Валерьевна – директор центра ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел.: 8(495) 689-96-90. E-mail: a.ilingina@tmnpo.ru / Ilingina Alla Valeryevna – Center Director of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8(495) 689-96-90. E-mail: a.ilingina@tmnpo.ru Ilingina Alla Valeryevna – Center Director of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8(495) 689-96-90. E-mail: a.ilingina@tmnpo.ru
Должанский Юрий Михайлович – д-ртехн. наук, главный научный сотрудник ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел.: 8 (495) 689-97-04, доб. 24-27. E-mail: Dolzhansky.Yu@tmnpo.ru / Dolzhanskiy Yurii Mikhailovich – Doktor Nauk in Engineering, Principal Research Officer of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8 (495) 689-97-04, ext. 24-27. E-mail: Dolzhansky.Yu@tmnpo.ru
Кочергин Сергей Александрович – канд. техн. наук, директор центра ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел. 8(495) 689-95-45, доб. 24-53. E-mail: S.Kochergin@tmnpo.ru / Kochergin Sergei Aleksandrovich – Ph.D. in Engineering Sciences, Center Director of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8(495) 689-95-45, доб. 24-53. E-mail: S.Kochergin@tmnpo.ru
Машко Ростислав Владимирович – начальник лаборатории ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел. 8(495) 689-97-04, доб. 95-45. E-mail: R.Mashko@tm.fsa / Mashko Rostislav Vladimirovich – Laboratory Head of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8(495) 689-97-04, доб. 95-45. E-mail: R.Mashko@tm.fsa
Моключенко Игорь Сергеевич – руководитель направления ФГУП «НПО «Техномаш» им. С.А. Афанасьева. Тел. 8(495) 689-95-45, доб. 22-15. E-mail: I.Mokljuchenko@tm.fsa / Moklyuchenko Igor Sergeevich – Area Head of FSUE «NPO «Technomac» named after S.A. Afanasyev. Tel.: 8(495) 689-95-45, ext. 22-15. E-mail: I.Mokljuchenko@tm.fsa
[1] в [1–8] можно найти аналогичную информацию за период 2010–2019 гг.
[2] Разработка отмечена Дипломом за I место на секции 5 «Развитие ракетно-космической промышленности и производственных технологий» Всероссийского молодёжного конкурса научно-технических работ «Орбита молодёжи», С.-Петербург, 2019